
جوشکاری لوله پلی اتیلن با توجه به انعطاف پذیری و مقاومت بالا و اهمیت بسیار زیاد در پروژه های انتقال گاز و آب، باید براساس استانداردها و رعایت اصول ایمنی انجام شود. کوچک ترین خطا در تنظیم دمای اتو یا نادیده گرفتن مرحله اکسیدزدایی قبل از جوشکاری می تواند کل پروژه را با خطر انفجار یا نشتی روبرو کند. در این مطلب از کاروگیت سازان، از صفر تا صد طریقه جوشکاری لوله پلی اتیلن با اتو (لب به لب) و الکتروفیوژن تا روش های جوش دستی را بررسی کرده و در نهایت، جدول جوشکاری لوله پلی اتیلن ۱۶ بار و ۱۰ قانون طلایی برای یک اتصال بی نقص را ارائه می دهیم.
طریقه جوشکاری لوله پلی اتیلن
جوشکاری لوله پلی اتیلن با توجه به سایز لوله ها، شرایط محیط و میزان حساسیت پروژه نسبت به نشت سیال داخل لوله ها و غیره به روش های مختلفی انجام می شود. رایج ترین روش های جوشکاری این لوله ها عبارتند از:
جوشکاری الکتروفیوژن
یکی از رایج ترین روش های جوشکاری لوله های پلی اتیلن در پروژه هایی که نیاز به ضریب اطمینان بالا دارند، الکتروفیوژن است. در این روش، حرارت به جای اتوی خارجی، از طریق جریان برق و المنت های داخل یک رابط ایجاد می شود. از جوشکاری الکتروفیوژن در جوشکاری خطوط گاز، انتقال آب حساس مانند اطفاء حریق یا لوله های تحت فشار در مناطق زلزله خیز، اتصال لوله های با ضخامت متفاوت و تعمیر لوله پلی اتیلن در محیط هایی که به دلیل کمبود فضا امکان جا به جایی آنها وجود ندارد استفاده می شود.
برای جوشکاری لوله پلی اتیلن با روش الکتروفیوژن مراحل زیر انجام می شود:

- لوله باید به صورت ۹۰ درجه برش داده شوند. هرگونه کجی در برش باعث می شود المنت ها به درستی با سطح لوله درگیر نشوند.
- عمق ورود لوله به داخل کوپلر یا رابط را روی لوله مشخص کنید تا مطمئن شوید لوله تا انتها داخل اتصال قرار می گیرد.
- مهم ترین مرحله از جوشکاری، تراشیدن سطح لوله با ابزارهای مخصوص حدود 0.1 تا 0.2 میلی متر است. چون سطح لوله های پلی اتیلن در مجاورت هوا اکسید می شوند و باید بخش های اکسید شده از بین بروند. دقت داشته باشید که در این مرحله نباید از سنباده استفاده کنید، چون باعث شکست جوش می شود و حتما این کار با اسکراپر مخصوص انجام می شود.
- محل تراشیده شده و داخل کوپلر را با دستمال بدون پرز و ایزوپروپیل الکل بالای ۹۰٪ تمیز کنید.
- لوله ها را داخل کوپلر قرار داده و از گیره برای مهار کردن آنها استفاده کنید تا در حین ذوب شدن، جا به جا نشوند.
- سوکت های دستگاه جوش الکتروفیوژن را به کوپلر متصل کنید. پارامترهای جوش از قبیل زمان و ولتاژ را از طریق اسکن بارکد روی اتصال به دستگاه بدهید.
- پس از اینکه جریان برق به اتمام رسید، تا پایان زمان سرد شدن درج شده روی بارکد صبر کنید و به هیچ وجه گیره ها را باز نکنید و لوله را تکان ندهید.
مزایای جوشکاری الکتروفیوژن
به چند دلیل از این روش برای پروژه هایی که نشتی خطوط لوله باعث فاجعه های جبران ناپذیر می شود، می توان استفاده کرد که عبارتند از:
- ضریب امنیت بسیار بالا
- ایجاد اتصال یکپارچه
- مناسب برای فضاهای محدود
- دقت هوشمند به دلیل تنظیم زمان و ولتاژ خودکار توسط دستگاه های جدید
- مقاومت بالا در برابر لرزش و رانش زمین
- عدم کاهش قطر داخلی لوله بعد از جوشکاری
معایب جوشکاری الکتروفیوژن
علیرغم تمام مزایای فوق، این روش چند نقطه ضعف مهم دارد مانند:
- هزینه بسیار بالای اتصالات
- نیاز به برق پایدار در زمان جوشکاری
- حساسیت بسیار شدید به آلودگی
- عدم امکان استفاده مجدد از اتصال در صورت رخ دادن اشتباه در زمان جوشکاری
- زمان بر بودن سرد شدن کامل لوله
- محدودیت در تولید کوپلر برای لوله های با سایز بسیار بزرگ
جوشکاری بات فیوژن (لب به لب)
در میان روش های رایج جوشکاری لوله پلی اتیلن، جوش لب به لب یا بات فیوژن بیشترین کاربرد را برای اتصال لوله هادر قطرهای متوسط و بزرگ دارد. در این روش، دو سر لوله توسط یک صفحه داغ که اصطلاحا به آن اتو گفته می شود، به دمای ذوب رسیده و سپس با فشار هیدرولیک به هم فشرده می شوند تا پیوند مولکولی ایجاد شود.
با توجه به استحکام بالا، هزینه پایین و سرعت اجرای بالا، روش جوشکاری لب به لب لوله پلی اتیلن برای خطوط انتقال آب تحت فشار کشاورزی و شهری، سیستم های فاضلاب صنعتی و ثقلی، جوشکاری لوله پلی اتیلن ۱۶ بار در پروژه های انتقال آب با دبی بالا و ساخت اتصالات دست ساز در کارگاه بیشترین کاربرد را دارد.
مراحل اجرای جوشکاری لوله پلی اتیلن با روش بات فیوژن به صورت زیر است:
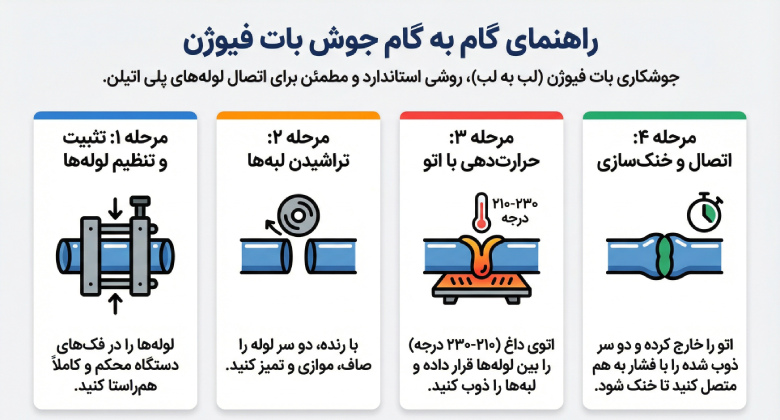
- لوله ها را در فک های دستگاه قرار داده و محکم کنید. دو سر لوله باید در یک راستا باشند و میزان دو پهنی نباید از ۱۰٪ ضخامت لوله بیشتر باشد.
- با استفاده از رنده دستگاه، لبه های لوله را تراش دهید تا صاف، موازی و بدون آلودگی شوند.
- پس از رنده زدن، لبه ها را به هم بچسبانید تا مطمئن شوید هیچ شکافی بین آن ها وجود ندارد.
- اتوی داغ با دمای ۲۱۰ تا ۲۳۰ درجه سانتی گراد را بین دو لوله قرار دهید. لوله ها را با فشار کمی به اتو بچسبانید تا گرده یا حلقه نرم اولیه تشکیل شود.
- بعد از گذشت زمان مشخص، فشار را کم کنید تا حرارت به عمق لوله نفوذ کند. سپس اتو را به سرعت و در عرض چند ثانیه کوتاه خارج کنید.
- دو سر داغ لوله ها را با فشار استاندارد به هم فشار دهید و تا پایان زمان خنک شدن، تحت فشار نگه دارید.
جوش اکستروژن
جوشکاری اکستروژن در تعمیرات، اتصال لوله به منهول، آب بندی لوله کاروگیت و سیستم فاضلاب ثقلی، مخزن سازی و صنایع ساختمانی کاربرد دارد و برای جوش لوله های پلی اتیلن در خطوط تحت فشار گزینه مناسبی نیست. در این روش از دستگاه اکسترودر دستی استفاده می شود و مفتول پلی اتیلن ذوب شده با فشار روی محل اتصال تزریق می گردد.
جوشکاری اکستروژن لوله پلی اتیلن به صورت زیر انجام می شود:

- لبه های محل اتصال باید به صورت V شکل و زاویه ۴۵ درجه شیارزنی شوند تا فضای کافی برای نفوذ خمیر اکستروژن ایجاد شود.
- دستگاه اکسترودر دارای یک دمنده هوای داغ است. قبل از تزریق مذاب، لبه های اتصال باید تا دمای مشخصی داغ شوند تا ذوب سطحی رخ دهد.
- مفتول باید از همان گرید لوله باشد تا پیوند مولکولی کامل برقرار شود.
- کفشک دستگاه که از جنس تفلون است، روی شیار قرار گرفته و خمیر داغ را با فشار داخل شیار هدایت می کند.
- هم زمان با حرکت دستگاه، کفشک تفلونی سطح جوش را صاف و یکنواخت می کند.
جوشکاری زینی
اگر هدف از اتصال لوله های پلی اتیلن انشعاب گیری باشد، جوشکاری زینی گزینه مناسبی است. این روش بیشترین شباهت را به جوش لب به لب دارد، اما سطح تماس دو لوله یکی محدب و دیگری مقعر باید باشد. نحوه انجام جوشکاری زینی لوله های پلی اتیلن به صورت زیر است:
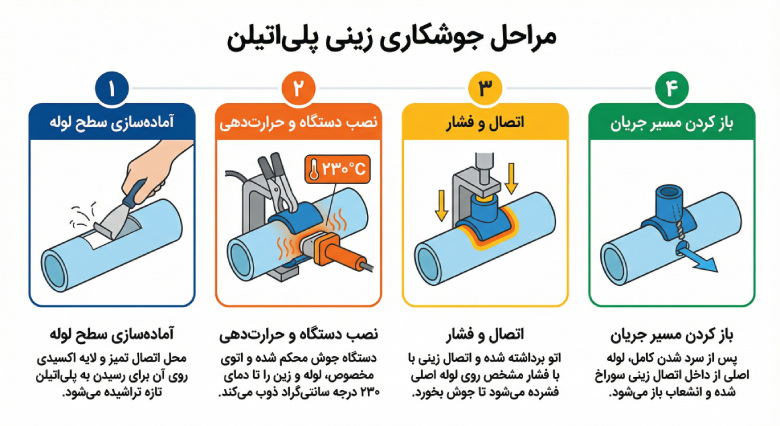
- محل دقیق انشعاب روی لوله اصلی مشخص می شود.
- سطح باید تمیز و بدون هرگونه خراشیدگی عمیق باشد.
- لایه اکسیدی روی لوله اصلی در محل قرارگیری زین باید با ابزار مخصوص تراشیده شود تا لایه تازه پلی اتیلن مشخص شود.
- دستگاه جوش زینی روی لوله اصلی بسته و محکم می شود تا اتصال زینی دقیقا در مرکز محل مورد نظر قرار گیرد.
- از یک اتوی مخصوص که یک سمت آن مقعر و سمت دیگر آن محدب است استفاده می شود. اتو بین دو سطح قرار می گیرد تا هر دو طرف به دمای ذوب برسند.
- پس از رسیدن به دمای مناسب حدود ۲۱۰ تا ۲۳۰ درجه، اتو خارج شده و اتصال زینی با فشار مشخص روی لوله اصلی فشرده می شود.
- پس از سرد شدن کامل، با استفاده از یک کاتر گردبر از داخل سوراخ اتصال زینی، بدنه لوله اصلی سوراخ شده و مسیر جریان باز می شود.
ویژگی های جوشکاری زینی
- بدون نیاز به قطع کامل خط
- هزینه کمتر نسبت به استفاده از سه راهی های بزرگ و حجیم
- استحکام ساختاری به دلیل جوش حرارتی
- نیاز به قالب اتوی مخصوص نسبت به سایز لوله
- حساسیت بالا در تراز کردن
جوشکاری سوکت زن
جوشکاری سوکت زن برای اتصال لوله های با قطر کم (حدود 20 تا 110 میلی متر) و اتصالات پلی اتیلن از قبیل زانویی و سه راهی و غیره استفاده می شود. در شبکه های آبرسانی کوچک، آبیاری قطره ای، سیستم های لوله کشی داخل ساختمان و تاسیسات می توان به دلیل سرعت اجرای بالا و ارزان بودن استفاده کرد. اما توجه داشته باشید که اگر لوله بیش از حد گرم شود، احتمال مسدود شدن آن وجود دارد.
مراحل جوش لوله های پلی اتیلن با روش سوکت زن عبارتند از:
- دستگاه جوش سوکت زن دارای دو قالب نر و ماده است. قالب ماده برای گرم کردن سطح بیرونی لوله و قالب نر برای گرم کردن سطح داخلی اتصال به کار می رود.
- لوله به صورت عمود برش داده می شود. سپس عمق ورود لوله به داخل سوکت روی لوله علامت گذاری می شود تا از فرو رفتن بیش از حد جلوگیری شود.
- بعد از اینکه قالب های دستگاه به دمای حدود 260 درجه سانتی گراد رسید، لوله و اتصال را به صورت هم زمان وارد آن کنید.
- قطعات را از قالب جدا کرده و بلافاصله لوله را تا محل علامت گذاری شده داخل سوکت فشار دهید. در هنگام وارد کردن لوله به سوکت، از چرخاندن قطعات خودداری کنید. لوله باید مستقیم وارد شود.
- قطعات را برای چند ثانیه ثابت نگه دارید تا جوش سفت شود.
جوش لوله پلی اتیلن دستی
در شرایطی که سایز لوله ها کوچک است و دسترسی به دستگاه های پیشرفته ندارید، می توانید از جوشکاری دستی استفاده کنید. جوش دستی با اتوی سوکت زن یکی از رایج ترین روش های جوشکاری لوله پلی اتیلن دستی است که با سرعت بالا و هزینه کم لوله کشی باغ و ویلا و انشعابات خانگی را می توان با آن انجام داد.
برای جوشکاری لب به لب نیز دستگاه های کوچک تر که پمپ هیدرولیک ندارند می توانید استفاده کنید. در صورت استفاده از این دستگاه، دو لوله بعد از حرارت دهی توسط دستگاه باید با فشار دست نیروهای انسانی به هم متصل شوند.
10 قانون طلایی جوش پلی اتیلن
در اجرای هر یک از روش های جوش پلی اتیلن، 10 قانون مهم وجود دارد که باید رعایت شوند. این قوانین عبارتند از:
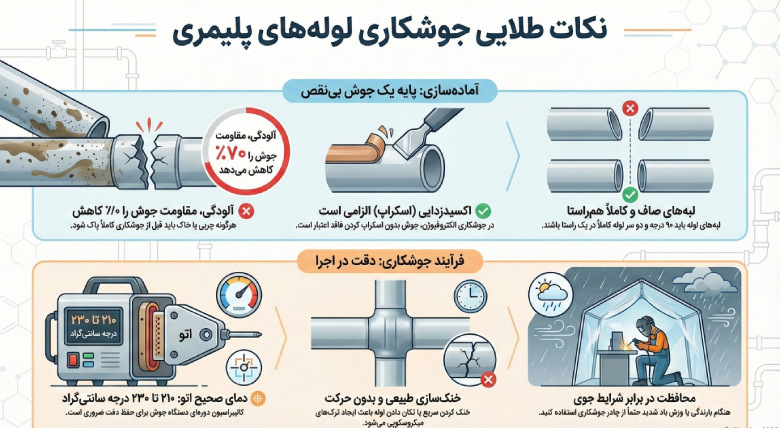
- هرگونه چربی یا خاک، مقاومت جوش را تا ۷۰٪ کاهش می دهد. حتما لوله ها قبل از جوشکاری باید تمیز شوند.
- دمای اتو دما باید بین ۲۱۰ تا ۲۳۰ درجه سانتی گراد باشد. این دما در روش سوکت زن تا 260 درجه سانتی گراد در نظر گرفته می شود.
- در جوشکاری الکتروفیوژن، بدون اسکراپ کردن، جوش فاقد اعتبار است. حتما باید ابتدا اکسیدزدایی شود.
- هرگز برای خنک کردن سریع جوش از آب یا فن استفاده نکنید.
- لبه های لوله باید صاف و ۹۰ درجه باشند.
- در هنگام بارندگی یا وزش باد شدید، از چادر جوشکاری استفاده کنید.
- تکان دادن لوله قبل از سرد شدن کامل، باعث ایجاد ترک های میکروسکوپی می شود. تا خنک شدن کامل محل جوش، لوله ها باید ثابت باشند.
- دو سر لوله در روش لب به لب با دستگاه تراز باید صاف و هم راستا باشند.
- دستگاه جوش باید به صورت دوره ای کالیبره شود تا فشار هیدرولیک را دقیق نشان دهد.
- در پروژه های صنعتی، شماره جوشکار، تاریخ و زمان جوش را روی لوله یادداشت کنید.
جدول جوشکاری لوله پلی اتیلن ۱۶ بار
جوشکاری لوله پلی اتیلن فیوژن گاز
در شبکه های گازرسانی نشت کوچک ترین مقدار گاز فاجعه های جبران ناپذیر را به همراه دارد. به همین دلیل، طبق استانداردهای شرکت ملی گاز ایران و استانداردهای جهانی IGS، تنها دو روش فیوژن الکتروفیوژن و لب به لب یا بات فیوژن برای گاز مجاز است. این روش برای لوله های پلی اتیلن دارای نوار زرد که مخصوص گازرسانی هستند قابل اجرا است و باید توسط افراد باتجربه و زیر نظر بازرس انجام شود.
با جوشکاری الکتروفیوژن لوله پلی اتیلن گاز، خطای انسانی حذف می شود. در این روش، دستگاه پارامترهای جوش را کنترل می کند و به دلیل سطح تماس وسیع تر رابط با لوله، مقاومت در برابر لرزش های زمین بسیار بالاست.
جوشکاری لوله پلی اتیلن آب
برای انتخاب روش جوشکاری لوله پلی اتیلن آب، میزان تحمل فشار و دبی جریان دو فاکتور مهم هستند. براساس این دو پارامترها، در شبکه های آبرسانی روش های جوش لب به لب، جوش سوکت زن و استفاده از اتصالات پیچی بیشترین کاربرد را دارد. در خطوط اصلی انتقال آب و شرایطی که لوله ها قطر بالایی دارند، جوش لب به لب استفاده می شود. برای لوله کشی های فرعی از سوکت زن و در آبیاری قطره ای و کشاورزی اتصالات پیچی گزینه مناسبی هستند.
نتیجه گیری
انتخاب روش جوشکاری لوله پلی اتیلن براساس سه پارامتر بودجه، حساسیت پروژه و سایز لوله انجام می شود. اگر هدف جوشکاری لوله های پلی اتیلن گاز است، جوشکاری الکتروفیوژن مناسب است و برای جوشکاری لوله های خطوط انتقال آب روش های جوش لب به لب و استفاده از اتصالات پیچی بیشترین کاربرد را دارد.
سوالات متداول
آیا جوشکاری لوله پلی اتیلن بدون دستگاه ممکن است؟
اگر بخواهیم پاسخ کوتاه و روشنی به این سوال بدهیم، خیر است! پلی اتیلن برای جوش خوردن به دمای ۲۱۰ تا ۲۳۰ درجه و فشار یکنواخت نیاز دارد. استفاده از روش های دیگر مثل حرارت دادن با شعله مستقیم از قبیل پیک نیک، داغ کردن با سشوار خانگی یا چسب های متفرقه، باعث تغییر ساختار شیمیایی پلی اتیلن شده و به مرور منجر به ترکیدگی آن می شود.
آیا میتوان لوله PE80 را به لوله PE100 جوش داد؟
بله، امکان جوشکاری این دو گرید به یکدیگر وجود دارد، اما به شرطی که هر دو لوله دارای SDR یکسان (ضخامت دیواره متناسب) باشند. در این حالت باید پارامترهای جوشکاری بر اساس گریدی که حساسیت بالاتری دارد تنظیم شود.
علت اصلی جدا شدن جوش پلی اتیلن در تست فشار چیست؟
اصلی ترین دلیل شکست جوش، عدم اکسیدزدایی و نتراشیدن لایه سطحی و آلودگی است.
چرا جوش لوله پلی اتیلن در هوای بارانی یا وزش باد ممنوع است؟
رطوبت ناشی از باران باعث ایجاد حباب های ریز در محل جوش می شود. علاوه براین، وزش باد باعث شوک حرارتی و سرد شدن سریع صفحه اتو می شود که نتیجه آن جوشی شکننده و غیر استاندارد است.
آیا جوش لوله پلی اتیلن با چسب ممکن است؟
خیر. ساختار شیمیایی پلی اتیلن به گونه ای است که هیچ نوع چسبی نمی تواند پیوند پایداری روی آن ایجاد کند. پلی اتیلن فقط از طریق حرارت یا اتصالات مکانیکی به هم متصل می شوند.
هنوز دیدگاهی ثبت نشده است.